



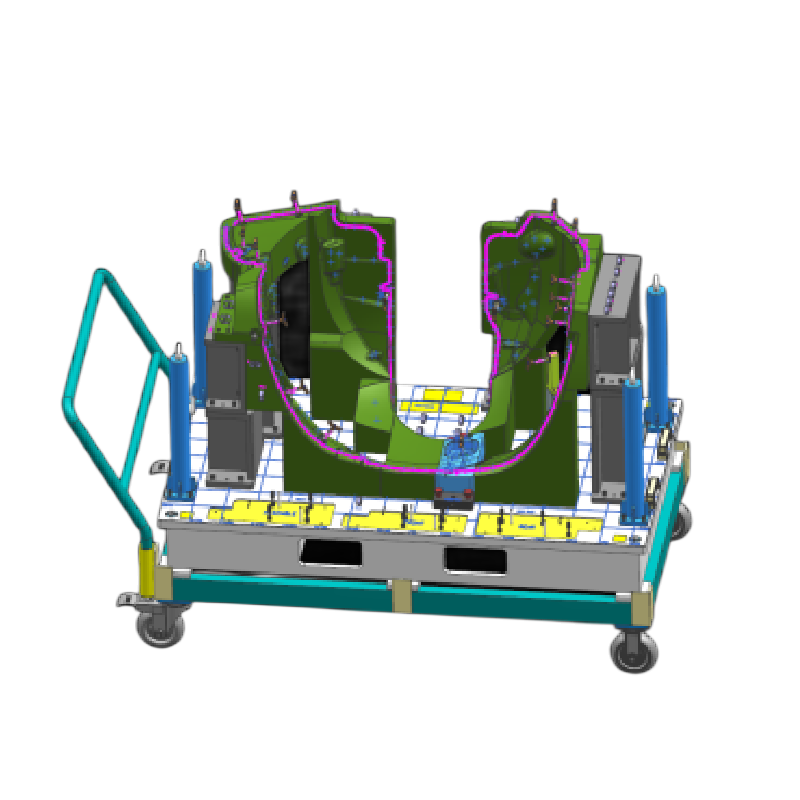
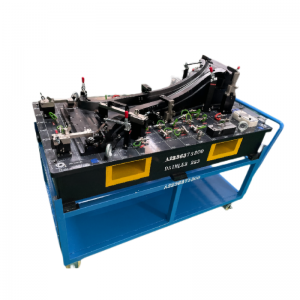
Wheel House Liner Kiểm tra vật cố định bằng nhựa đơn
Băng hình
Chức năng
Đối với kiểm soát và hỗ trợ kiểm tra chất lượng Wheel House Liner CF để cải thiện tỷ lệ công suất dây chuyền sản xuất ô tô.
Sự chỉ rõ
| Loại vật cố định: | Bánh Xe Nhà Lót CF |
| Kích cỡ: | 1800*900*1500 |
| Cân nặng: | 145kg |
Thông tin chi tiết sản phẩm

sử dụng và bảo trì
X167 được sử dụng thay thế cho phôi dưới bệ thí nghiệm, thanh đỡ bao gồm thanh đỡ ngang và thanh đỡ dọc, thanh đỡ ngang được cố định trên đế, mức của thanh đỡ đặt trên panme, có ký tự là: Panme và cố định trên xi lanh, xi lanh được cố định trên tấm cố định, một tấm cố định thông qua thiết bị truyền dẫn đầu tiên được cố định trên thanh đỡ nằm ngang, thiết bị truyền dẫn đầu tiên bao gồm mức trong thanh hỗ trợ đầu tiên cho khoang, được đặt trong vít đầu tiên đối với khoang, trong vít đặt đầu tiên trên khối cố định đầu tiên, khối đầu tiên mở rãnh dài đầu tiên cho bề mặt khoang, Khối cố định đầu tiên xuyên qua rãnh dài đầu tiên gần với thành khoang của khoang chứa, khối cố định đầu tiên là được cung cấp một lỗ ren với vít đầu tiên;Đặt đáy bàn nằm ngang.
Được kết nối với khối cố định thứ hai, đế được cung cấp vít thứ hai, được kết nối với vít thứ hai của động cơ thứ hai, bề mặt đế được đặt trên tấm được cung cấp rãnh dài thứ hai, khối cố định thứ hai được cung cấp bên trong ren và đặt trên vít thứ hai, khối cố định thứ hai và thành rãnh dài thứ hai đóng lại, và mở rộng bề mặt của tấm;Nhiều khối hỗ trợ được sắp xếp trên nền tảng nằm ngang và bề mặt của khối hỗ trợ được sắp xếp theo hình vòng cung và gần với nó
Bề mặt của mảnh được đo.
Các bức tường bên được cung cấp một cổng kết nối và ống hút áp suất âm được kết nối trên bề mặt của khối hỗ trợ và ống hút áp suất âm gần bề mặt của khối hỗ trợ và chất kết dính được cố định.Theo một công cụ kiểm tra cầu được đề cập trong yêu cầu bồi thường.
Xi lanh đầu tiên được cung cấp một khối thẻ, tấm cố định được cung cấp một khe cắm thẻ, thẻ khối thẻ.
Trong khe cắm thẻ, phần cuối của tấm cố định vuông góc với tấm cố định được cung cấp một tấm thẳng đứng, tấm thẳng đứng được mở bằng một lỗ tròn, xi lanh thứ hai được cố định trong tấm thẳng đứng và thanh piston được nối đến hình trụ thứ nhất qua lỗ tròn.
Ít sai lệch trong quá trình lắp ráp.Công cụ kiểm tra trong 03 kỹ thuật tiên tiến được cố định bằng bộ thu và panme được cố định bằng bộ thu, được truyền động bằng xi lanh hoặc được thực hiện trực tiếp bằng tay.
Phát hiện, phương pháp phát hiện này tồn tại trong quá trình xả hàng.
Một loạt các vấn đề, chẳng hạn như độ lệch, tồn tại trong quá trình san lấp mặt bằng, ảnh hưởng nghiêm trọng đến độ chính xác phát hiện của máy kiểm tra.Mô hình tiện ích cung cấp một loại công cụ kiểm tra cab mới, có thể giải quyết các vấn đề kỹ thuật trên.Mô hình tiện ích được thực hiện bằng sơ đồ kỹ thuật sau: công cụ kiểm tra buồng lái bao gồm đế và Thanh đỡ, đế được cung cấp bệ định vị để đặt chi tiết cần kiểm tra, thanh đỡ bao gồm thanh đỡ ngang và thanh đỡ dọc. thanh đỡ, thanh đỡ ngang được cố định trên đế và thanh đỡ ngang được đặt trên đế thanh đỡ ngang thông qua thiết bị truyền đầu tiên, thiết bị truyền đầu tiên bao gồm một giá đỡ ngang.
Khoang chứa đầu tiên trong cột, vít đầu tiên được đặt trong khoang chứa đầu tiên, được đặt ở khoang đầu tiên.
Khối cố định đầu tiên trên vít, bề mặt khoang chứa đầu tiên được bố trí rãnh dài thứ nhất, khối cố định đầu tiên xuyên qua rãnh dài đầu tiên gần với thành khoang chứa, khối cố định đầu tiên được bố trí bằng vít đầu tiên.
Nhiều khối hỗ trợ, bề mặt khối hỗ trợ được sắp xếp theo hình vòng cung, gần với bề mặt của mảnh được thử nghiệm.Tốt hơn là, bệ định vị và khối đỡ được cung cấp một đường dẫn khí được kết nối và đường dẫn khí nằm trên bệ định vị.
Quy trình làm việc
1. Nhận được đơn đặt hàng-——->2. Thiết kế-——->3. Xác nhận bản vẽ/giải pháp-——->4. Chuẩn bị nguyên liệu-——->5.CNC-——->6. CMM-——->6. Lắp ráp-——->7. CMM-> 8. Kiểm tra-——->9. (Kiểm tra phần thứ 3 nếu cần)-——->10. (nội bộ/khách hàng tại chỗ)-——->11. Đóng gói (hộp gỗ)-——->12. Giao hàng tận nơi
dung sai sản xuất
1. Độ phẳng của tấm đế 0,05/1000
2. Độ dày của tấm đế ± 0,05mm
3. Dữ liệu vị trí ± 0,02mm
4. Bề mặt ± 0,1mm
5. Các chốt và lỗ kiểm tra ± 0,05mm






.png)
.png)